
虽说中国烧结砖瓦机械设备制造行业在进入二十一世纪后有了长足的发展,但是其不足之处就是仿造居多,创新很少。由于国产挤出机的配置不够(如不能反映实际挤出压力),性能不完善(如特定原材料及产品的合理运转参数),挤出机的运转参数不能提取或是不能转化成为数字信号,挤出机就成了烧结砖生产线上不能进入自动化控制平台的最大障碍之一。例如在挤出机前的原材料处理阶段,所有设备都可以实现自动化的联动,或互锁联动、顺序启停等功能;在挤出机后的切、码、运直至到干燥、隧道窑的焙烧(洁净外燃料,如气体燃料、生物燃料等)以及卸车打包等工序都可以实现自动化控制,唯独挤出机成了障碍,既不能与上游设备也不能与下游设备在电气控制上联成一体。
安徽兴林在多年前就认识到了这个问题,在优化和提升挤出机结构和挤出性能后,并开始研究怎样解决挤出机进入自动化控制的问题。
2016年的年末岁尾,“兴林智能开关”研制成功,并申报了国家发明专利。“兴林智能开关”能自动调节离合器接合时间和力度,并通过计算机程序控制,实现离合器线性柔缓接合和遥控。避免了离合器快速瞬间接合对减速机、绞刀轴、搅拌轴产生的超负荷惯性冲击,杜绝和减少了减速机断齿、搅拌机断轴等重要零部件的损坏事故,可确保生产的正常稳定运行。
目前,有规模的烧结砖生产企业,几乎全部使用大型挤出机,采用硬塑或半硬挤出成型工艺。因此,砖厂老板比较头疼的问题也随之频频发生:断齿、断轴、减速机噪音越来越大,寿命越来越短。并因此产生的停机事故越来越多。有很多工厂正在生产旺季,突然减速器断齿,机器停止运转。类似的难题也转移到挤出机生产配套厂家,设备供应商很难保证减速机五年不出任何故障,甚至确保一年的安全也很难做到。究其原因是:
1)挤出机在工作时产生的高压力和高真空,使得制砖混合料和绞刀、泥缸之间产生了强大的结合力。若生产中途停机,混合料把绞刀牢牢地握裹固定在泥缸里,时间越长,随着水分的蒸发,握裹力越来越大。这时,若快速接合离合器,绞刀瞬间高速运转,混合料强大的握裹力和惯性力,超过正常运转时的7倍以上。这时最容易出现减速机断齿,挤出机、搅拌机断轴,以及绞刀、搅拌叶损坏的事故;
(2)烧结砖行业使用的减速机,啮合间隙较大。特别在使用一段时间后,随着齿面磨损,啮合间隙更大。离合器在快速接合时,输入轴齿轮从静止状态瞬间达到400转/分钟左右,这时啮合间隙产生的冲击载荷也是齿轮断齿的原因。
以上两种原因分析,都表明离合器瞬间快速接合,使挤出机各运转部件,从静止状态瞬间达到额定转速,会导致一系列的故障产生。
“兴林智能开关”的工作程序是:
先使离合器轻微接合,消除减速机初始啮合间隙,并使主、被动齿轮齿面软接触,减小间隙冲击对齿轮的损害。这时,再逐步增加离合器的接合力,使挤出机一系列传动机构缓缓启动,在3~4秒内,由静止达到额定转速,整个过程通过程序控制,既短暂又柔和,彻底消除了齿轮的间隙冲击载荷和工作机构的超惯性冲击载荷,达到了保护设备各重要部件的目的。
“兴林智能开关”在试用期间,就受到试用企业老板的热捧,效果显著。更重要的是“兴林智能开关”中计算机的强大功能,不仅使离合器操作实现遥控而且为挤出机智能化提供了重要的条件。
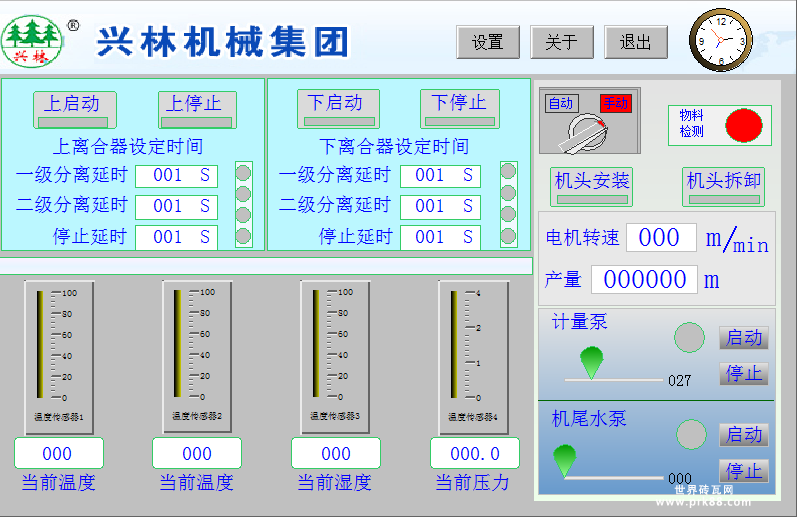
“兴林智能开关”的研制成功,为挤出机智能化打开了方便之门。把双级真空挤出机有关挤出压力、挤出速度、机头温度、原料含水量和防胀缸设施等有关数据和信号输入计算机,计算机即可对有关数据进行处理,并通过应用程序由执行机构自动调节和控制,从而实现了挤出机的智能化。
“兴林平台”是烧结砖半成品生产线全部智能化的简称。
这个阶段是在完成挤出机本身及相关配套设备仪器的联动、测控后,与生产线其他装备企业联合(如原材料制备系统、切码运系统、干燥焙烧系统等),将生产线工艺装备汇集到一个自动化控制平台上。通过互联网连接计算机和手机,方便用户了解全生产线生产现场情况,及时管理和指导生产。
设置全生产线生产系统指导平台,提供各装备企业设备使用说明、工艺指导、零配件需求、问题答疑互动等。安徽兴林将组织各门类的专家团队,对制砖企业生产中提出的问题做实时答疑。
1、 实现气动离合器柔性结合
解决了困扰砖瓦行业长期存在的减速机断齿,搅拌机断轴,令企业头疼的问题,性能相当稳定;
2、泥料返泥堵缸的控制
受料箱内设置了安徽兴林与一家著名台资企业联合开发的一款“物料限位器”,实时检测受料箱内泥料料位高度,当料位过高时,料位器自动动作,让上级搅拌机给料及前面的相关给料设备都停止运行给料,待下级运行正常后再恢复正常运行。
3、原料含水率的调控
在挤出机上级给料口设置“水分监测器”,在线实时检测泥料含水情况,由“显示屏”直接反映泥料含水率。通过比对设定值,控制“配水计量泵”调节供水量,实现控制泥料含水率相对稳定,保证了挤出过程的顺利进行。
4、 挤出压力监控
采用机头“在线压力监控”实时测量被挤出泥料的压力数值。实际在线挤出压力数值从另一侧面反映了泥料质量、泥料含水率及设备运行状态。当压力读数稳定时,反映挤出机运行正常,当显示挤出压力过大时,说明有堵塞、泥料含水率过低等;在达到最高设定值时,可自行让挤泥机前的所有给料设备停止给料;同时,挤出机停机,进行故障处理。
5、挤出泥条速度的测控
挤出泥条速度忽快忽慢挤出机频繁的启停操作,会带来如下的危害:
a. 不利于切、码、运系统设备产能的发挥;
b. 会导致切、码、运系统设备的工作程序混乱、损坏设备;
c. 从陈化库到干燥阶段前的生产效率整体下降;
d. 挤出机出现故障的几率增大,使用寿命缩短;
e. 无法实现全线的自动化控制;
f. 电费以及设备维修费用增大。
挤出泥条速度反映了挤出机实时的产量,从另一侧面也反映了泥料质量及含水率的变化、挤出系统的磨损状态。正常情况下,可通过自动调整挤出机转速或供料系统的给料量,达到稳定出条速度,确保切坯、码坯系统运行正常!如果超过设定值,会自动停机并报警。
6、机头温度的监控
机头温度的升高,说明螺旋绞刀、泥缸、机头有关数据有待调整,或者预示着螺旋绞刀的磨损,或是物料中水分过少,或是芯架及机口出了问题。如果超过设定值,会自动停机并报警。
7、主轴润滑机油温度的监控
超过设定值会自动停机,并报警,对轴承起到了很好地保护。
8、 实现了与上、下游系统设备的通联
真正做到了挤出机进入烧结砖生产线的自动化控制平台,结束了专人“把守机口”的时代。
9、把设备生产运行情况的信息接入“兴林平台”的计算机,设备生产、运行情况一览无余
“兴林平台”连接互联网,管理人员在移动终端(如手机等)上即可看到“兴林平台”计算机上的一切数据,并可实现远程控制。
挤出机智能化,必须是建立在设备运行的可靠稳定、工艺参数合理的基础之上!智能化操控,可以进一步提高设备的运行可靠性、提高了成品质量和产量,达到了稳产高产的目的! “互联网+”方便远程管控!方便学习交流!
联系电话:+86-13905643041 +86-564-3632288


