
摘要:综合利用当地丰富的自然资源山砂、煤矸石及石灰石作为生产灰砂砖的主要原於,从原料处理到成型养护,主要研究了原材料处理、工艺配比、成型压力、蒸养制度对成品灰砂砖的性能影响,并找出了 适合大规模工业化生产的最优生产工艺参数,以指导实际生产。
恩施市是恩施土家族苗族自治州的州政府所在地,全州政治、经济、文化中心和交通枢纽,是湖北省著名的历史文化名城。位于湖北省西南部,为多山地带, 黏土资源极为稀缺,近年来随着城市规模不断发展以及城镇化建设的需要,市区和城镇需要大量的房建材料,尤其是对砌墙砖的需求较为旺盛,而本地的山砂、 煤矸石、石灰石资源较为丰富,如常适合发展灰砂砖工业,对保护当地黏七资源、促进当地经济发展与建设有着重要意义。
1原材料性能与处理
山砂为恩施本地山体砂岩砂,其存量丰富且易于开采,其砂颗粒以积聚状态集合在一起,积聚强度较低,采爪机械破碎的方法(颚式破碎机粗破后经辊式 破碎机细碎)制成为颗粒状砂作为生产原料,应用x 射线衍射分析(XRD)以及X射线荧光光谱分析(XRF) 对山砂的矿物组成和化学成分进行分析,并对破碎后的山砂的颗粒级配组成分析测试,分析结果见表1、表2、表3。

由表1中看出山砂的主要矿物质组成为石英,结合表2,其主要化学成分为Si02,含量在70 %左右,二氧化硅含量较高,从表3可以看出砂的本身的颗粒度偏细,据此分析山砂是适宜作为灰砂砖的硅质原材料。
当地的煤矸石和石灰石资源丰富,本地石灰窑厂利用山地地形建设立式石灰窑烧制石灰,煤矸石因热量较低(在1500 cal/g左右)在其他用煤场所难以利用,
利用煤矸石烧制生石灰是当地的普遍做法,立窑的产量较低,但充分有效利用了本地的矿物资源,是因地制宜的生产方法。石灰石与煤矸石的投料比例为1:1,烧制后的混合料化学成分见表4。
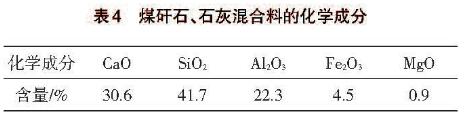
从表4屮看出混合物的有效氧化钙只有30 %左右,用作灰砂砖的钙质材料有效氧化钙含量偏低,可以用提高掺量的方法来保证制品的质量。灰砂'砖生产工艺屮要求石灰需十分均匀地混合在砂中,并包围在砂粒周围,以便在蒸压过程中石灰与砂粒完全反应,生成结构均匀的硅酸盐石材,石灰越细效果越好,细度要求 愈高,电耗愈大,磨细的生产率也愈低,综合考虑效果 和成本,煤矸石生石灰的成品细度控制在0.08 ㎜方孔筛筛余在20%。
2生产工艺参数研究
2.1工艺过程概述
本文依托恩施市宏基新型建材公司,研究其制性能的影响因素。蒸压灰砂砖的原村料分为硅质材料和钙质树料两种,本研究中硅质材料为山砂,钙质材料为煤矸石石灰,山砂经过破碎后形成单颗粒砂子,煤矸石石灰经过磨细后成粉状,两种原料经过计量后投料进搅拌机混合均匀,混合料输送至消解仓存储消解,消解过程为2 h〜4h,消解完全的混合料进轮碾机碾压搅拌后送入压力成型机压制成型, 标砖尺寸为240 mm X 115 mm X 53 mm,(多孔砖尺寸依据国家标准JC/T 637-2009《蒸比灰砂多孔砖》确定,本研究中以普通砖作为研究对象,标准依据GB 11945-1999《蒸压灰砂砖》)压制好的砖坯进蒸汰釜蒸压养护,养护完成后成品按等级堆放,放置满3d 后即可出厂,工艺流程图见图1。
2.2原材料配比对成品强度的影响
灰砂砖的反应硬化机理是硅质树料和钙质材料 在蒸压条件下发生水热合成反应,生成具有强度的 CSH凝胶及托贝莫来石等物质,要生成具有相当数量的具有强度的物质需要有合适的硅钙比,同时考虑到经济性钙质材料掺量不可过大,本研究屮硅质材料为山砂,钙质材料为煤矸石石灰,设定不同配比的5组在其他实验条件(混合料坌水率、成型压力、蒸压养 护制度)相同的情况下研究配比对强度的影响,实验结果数据见表5。
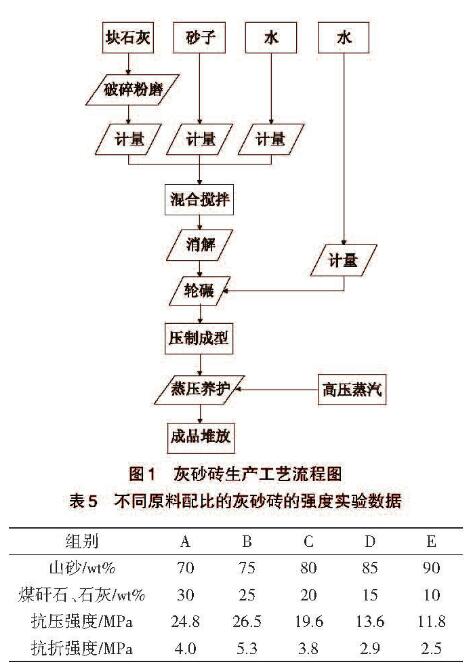
通过对表5的实验数据吋以分析出,不同配比的原料对制品强度有较大的影响,B组实验结釆抗压强度与抗折强度均高于其他组,结合对原树料的钙硅元素含量,可得出原材料的最优硅钙比Si:Ca为 7:1,从表5数据也可以看出山砂蒸压灰砂砖的抗压强度与抗折强度的比值都在5以上,实际表现为砖的脆性较大,这种现象的产生与山砂的颗粒度较细有较大关系。
2.3成型压力对成品强度的影响研究
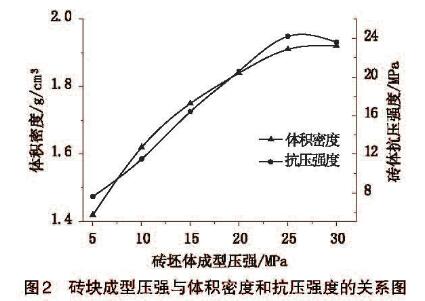
压制成型工艺是将松散的原料混合料进入模具内由压力成型机加压成型,原料由无形松散状成型为有一定强度的块状,成型压力和压制方式对制品的质量有着关键作用,压制成型设备也是蒸压灰砂砖生产工艺屮的核心设备,本研究屮的压制成型设备是新型全自动化液压机,压制参数均可调节,本研究中选取5组成型压力有差异其他工艺参数相同的实验对象,研究成型力对成品密度及强度的影响,实验结果见图2。
由图2的实验数据结果可以得出如下结论:①随着砖坯的成型压强的增大砖的体积密度也随之增大, 在成型初期密度增加很快,随后,密度增加的越来越慢,以致后来密度增加的极慢,要增加一点密度需要很大的压力;②砖坯的成型压力对砖成品的抗压强度 初期是正对应关系,当到达一定的压力后,成品砖的强度反而会随着砖坯的成型压力的增大而降低,这是因为灰砂砖原料物料中的粒子受压到达一定限度后会产尘弹性变形,这个点的成型压力称之为极限成型压力;超过极限成型压力的砖坯,经蒸压处理后,其抗压和抗折强度降低,且吸水率增大。从阁2中可以得出煤矸石灰砂砖的最佳成型压力在25 MPa,砖坯成型压力超过25 MPa则砖成品的性能就会降低。
2.4蒸压养护制度的实验研究
蒸压养护过程是砖体强度形成的关键工艺环节,蒸压养护过程中原材料中的砂子和石灰在高温水蒸气的作用下逐渐反应产生以C-S-H凝晈、托贝莫來石及水石溜石为主的硅酸盐石材,这个过程称之为水热合成反应。本研究屮基于其他工艺参数相同的煤矸石灰砂砖砖坯的养护做了以下不同养护制度的实验研究:抽真空0.5 h( -0.06 MPa)与不抽真空的实验对比, 恒温养护温度与养护压力的高低改变及养护时间对砖强影响,试验结果如表6所示。

从表6的实验结果可以得出如下结论:①蒸压釜进蒸汽前把釜内空气抽走有利于成品砖强度的形成,这是因为空气会在砖坯表面形成隔离层影响水蒸气与砖坯的接触,从而影响成品砖的强度;②恒溫恒压保压压力对成品的强度影响较为明显,保压压力低则成品强度低;③恒温恒压保压时问越长则成品强度越高。在本试验中恒压保压时间从6h延长至8h,成品抗压强度提升1.3 MPa,因保压时间延长影响蒸压釜的周转使用,且强度增加不是很明显,故实际生产中采用 保压6h的做法。
3结论
a.山砂、煤矸石及石灰原材料经过合适的处理,并经过一定的工艺过稈可以生产出MU20的灰砂砖产品,因地制宜利用当地原材料生产出优质产品,规模化工业生产该产品对当地有着较大的经济贡献。
b.适宜工业化生产的山砂、煤矸石及石灰蒸压灰砂砖的工艺参数如下:①山砂煤矸石及石灰的原材枓合理配比为w (山砂):w(煤矸石和石灰)=75:25,换 算成一氧化g与氧化耗原材料最佳配比为w(Si): w(Ca)= 7:1②砖坯最佳成型压力为25 MPa,成型压力过大不仅能耗过高,且会造成成品质景强度降低,吸水率过高;③合理的蒸压养护制度是保证产品质量的重要环节,最佳养护制度为:抽真空0.5 h( -0.06 MPa)、升压1.5 h、保压6h(保压压力1.0 MPa)、降压1 h,整个养护过程9 h。
c.上述工艺参数也可作为生产蒸压灰砂多孔砖的参照参数,砖坯成型设备模具为多孔砖模具时即可生产蒸压灰砂多孔砖。
参考文献:
[1J蒲心诚.灰砂硅酸盐建筑制品【M】北京:中国建筑工业出版社,1980.
[2J程从密,苏达根.成型压力对蒸压灰砂砖性能的影响【J】广州大学学报,2002(3).


