省某烧结砖企业,原料为硬质页岩、软质页岩及黏土,生产空心砖和普通砖,设计年生产能力为6000万块(折普通砖)空心砖。该生产工艺为“一次码烧”工艺,机械码坯的方式。干燥和烧成隧道窑各2条,截面均为3.7m。隧道干燥室长度为84.3米,烧成隧道窑长度为115米。窑车规格为3.7×3.7m。
生产中,三组分原料,按照比例预先混合后,共同通过锤式破碎机破碎、回转筛筛分,合格混合料进入生产线。双级真空挤出机成型,成型水分约14%;泥条经自动切条、切坯机切割成为所要求尺寸的坯体,每根泥条切坯32块,机械码坯机每次抓取12个泥条共384块砖坯。普通砖码高15层,窑车台面上码放9垛砖坯,每辆窑车码坯量达到5760块。根据烧成工艺要求,混合料内燃掺配量按照350kcal/kg的比例控制。烧结普通砖日产量达到18~20万块。烧成隧道窑进车时间约为1小时20分,烧成周期达到40~44小时。
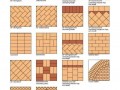
2014年8月,随着原料矿山开采条件的变化,软质页岩及黏土的成分出现波动。当按照固定的350kcal/kg的内燃热值比例进行掺配时,在焙烧过程中,窑车上坯垛中部产品出现膨胀、变形和裂纹,断砖中部厚度达到68mm,砖顶面厚度达到55mm,成为“面包砖”,外观尺寸超出国家标准指标。一度此类膨胀和裂纹缺陷的普通砖数量达到30万块,对产品的质量评价造成不利影响。当降低内燃掺配后,坯垛中膨胀变形和裂纹产品数量基本消失。但是,在加强看火投煤情况下,在砖垛外侧下部,仍然出现欠火砖。详见下图。对此,就该企业烧结普通砖焙烧变形原因分析如下,供参考。
膨胀变形
裂纹及变形
砖垛下部局部欠火
1、焙烧缺陷的产生
根据陶瓷烧结的定义:“粉末或非致密性物料,经加热到低于其熔点的一定范围内,发生颗粒粘结,结构致密程度增加,晶粒长大,强度和化学稳定性提高等物理变化、成为坚实集合体的过程。” [ 1 ]
烧结砖坯体被加热后,由于混合料中氧化硅、氧化铝、氧化钙及氧化镁等不同氧化物的组成,对混合料的最高烧结温度存在直接影响。如果不能及时调整,焙烧过程中,烧结砖产品极易出现收缩、膨胀、欠火、裂纹、断裂等现象。
1.1原料成分的影响
该企业原料矿山采用挖掘机开采,由于开采条件限制,硬质页岩与软质页岩及黏土开采后,没有堆存风化等预处理措施,
硬质页岩
软质页岩及粘土原料
页岩原料和混合料成分见下表。
原料及混合料化学成分

从表中数据看,符合烧结砖对原料化学成分的基本要求,SiO2和Al2O3含量适中,但硬质页岩性能比软质页岩及黏土性能要好。生产中,根据2:1配比,即2份软质页岩及粘土与1份硬质页岩掺配,内燃掺配量按照350kcal/kg的比例掺配。混合料成分中,熔剂成分Fe2O3、MgO、略微偏高。隧道窑烧成过程中,焙烧带温度曲线显示,最高温度达到1000℃,砖垛中部出现软化变形、膨胀,如图片1、2所示。
针对膨胀变形砖断面的分析,可见由砖坯表面到砖坯中心部位,断面颜色由浅红逐渐转变为浅灰,再由浅灰转为蓝黑。这是砖坯表面燃料煤处于氧化气氛下燃烧时,砖坯成分中Fe2O3没有分解,使得砖坯表面呈浅红色。随着氧化气氛减弱,Fe2O3逐渐分解,颜色逐渐转变为浅灰,到达砖坯中心时,由于空气中氧气无法进入,砖坯中内燃煤,处于还原气氛下燃烧,Fe2O3分解为4FeO和2CO2,正是因为FeO呈色为蓝灰到蓝黑,使得砖坯断面中心部位呈蓝黑色。
此外,当隧道窑窑温曲线显示为1000℃时,窑车中部坯垛内温度将达到或超过1000℃,坯体内液相产生、气孔减少,并逐渐软化,砖坯内部的还原气氛使得Fe2O3分解,促使CO2气体排放,砖坯出现膨胀、裂纹和变形等缺陷。
正是由于砖坯内Fe2O3、MgO、CaO等熔剂成分的作用,使得砖坯在低于其熔点温度以下的烧结控制难度较大,同时由于码垛方式的限制,隧道窑全截面的温度差异较大。当按照固定的内燃掺配比例安排生产时,砖垛边部烧结温度适中时,中部烧结温度出现偏高,产生焙烧膨胀、裂纹等变形缺陷。
1.2配料及内燃掺配的影响
该企业生产中,由于砖垛中部砖坯膨胀变形,决定调整原料配比,采用1份软质页岩及黏土与1份硬质页岩掺配,提高硬质页岩在混合料中的比例。同时内燃掺配量按照320kcal/kg的比例掺配;并要求烧成隧道窑岗位工加强对边火温度的观察,加强投煤。调整原料配比和内燃后,隧道窑温度曲线最高控制在1030℃。
调整后,根据生产状况,窑车中部坯垛坯体膨胀变形现象基本消失,然而,窑车砖垛外侧下部出现欠火砖,如图片3所示。膨胀变形消失的因素分析如下:
原料配比调整后,硬质页岩掺配量提高,高温难熔氧化物SiO2含量的增加,对提高砖坯烧结温度、减少高温变形有利。硬质页岩破碎后,坯体内粗颗粒增加,有利氧气的渗透,减少在还原气氛下Fe2O3分解。同时,坯体内粗颗粒之间的间隙,有利氧化和还原反应时产生的气体的排出,能够有效地避免坯体的膨胀变形。软质原料减少后,混合料中黏土的微小颗粒减少,能够提高砖坯内产生液相的温度,避免坯体软化变形。采用原煤作为内燃掺料的情况下,坯体内部必然形成还原气氛焙烧,无法避免。减少内燃掺配的控制措施,能够避免坯垛中部阻力高、烟气流速慢带来的坯垛内温度过高现象,减少隧道窑高温带截面温度差异过大,同时,随着砖坯内碳含量降低,还原气氛减弱,减少Fe2O3分解和CO2气体排放,避免砖坯软化和砖坯膨胀、裂纹、断砖等焙烧缺陷的产生。
生产中,由于硬质页岩量提高,砖坯相应的烧成温度需要提高,在减少内燃料的条件下,强调烧窑工加强对边火温度的观察和投煤,要求控制窑温为1030℃。但由于边部投煤孔位置、坯垛与窑墙间隙基本固定,调整难度较大,两侧边火行进速度较快,火不易下底,造成窑车砖垛外侧下部出现欠火砖。加大边部投煤后,煤的不完全燃烧现象增加,燃料消耗提高。