
芯具是空心砖成型的关键装置,除在泥条中穿孔以外,还应能有效地调节泥料在整个挤出断面上的速度,使泥料挤出速度基本一致。为此,应根据原料的性质、挤泥机的技术参数、产品的规格、孔型及其排列情况综合考虑。同一规格的产品,各厂所用芯具的结构不完全一样,切勿生搬硬套,应根据各厂的实践定型、完善。
芯具由芯头、芯杆、大刀片,小刀片和固定位置用的撑脚等组成,固定在机口进料的一端,其在机口中安装的相对位置见图2。
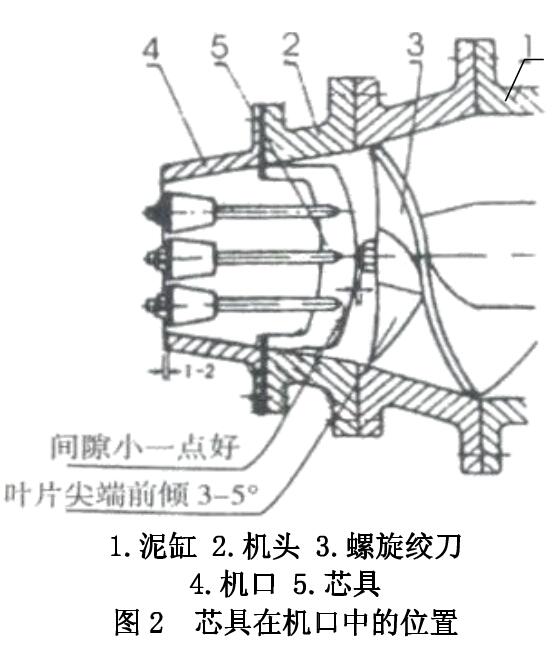
被螺旋绞刀叶片推过来的泥流首先被大、小刀片分割为几股,才在芯杆枢域内重新结合、压实、继续前进,并在通过芯头时被穿出孔洞和进一步挤压密实成型后离开机口,形成贯通有规则孔型。
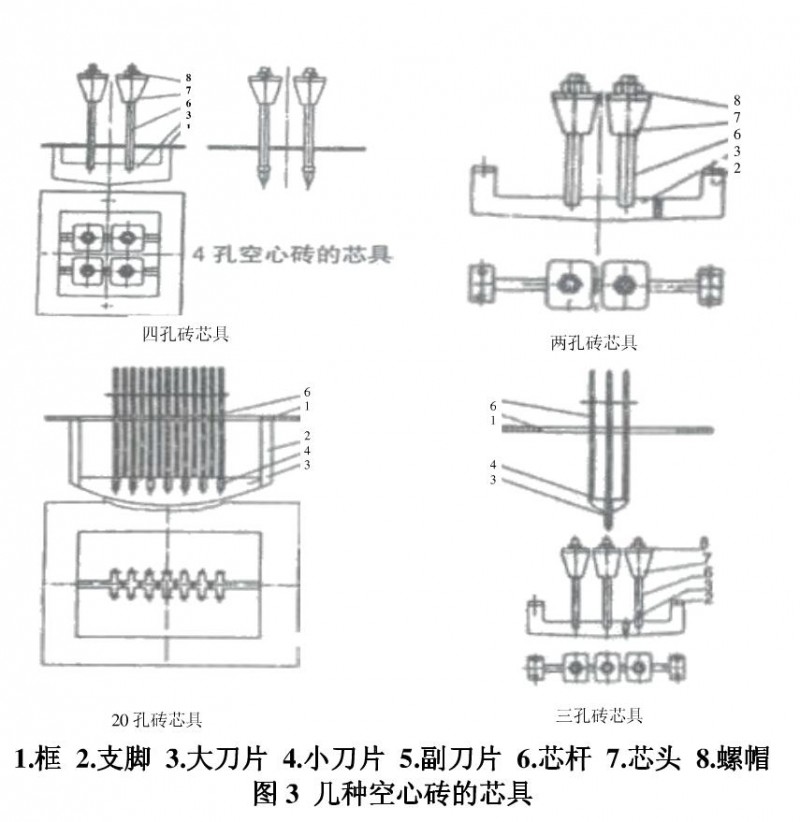
几种常用多孔砖和空心砖的芯具见图3。
3.3.1大刀片
大刀片也叫横担,因其横卧在机口进料端的中线上,根据孔数、排列形式,由一个大刀片和几个小刀片组成刀架,由大刀片两端的撑脚把它固定在机口进料端的平面或单独的板框上。单排孔的空心砖的芯具只有一个大刀片,多排孔空心砖的芯具应根据孔的排数排列大刀片,大刀片上焊装小刀片。刀片常用汽车的废弹簧钢板制作,价廉而耐用。厚度8~l4mm,为减小对泥流的阻力和保证其本身的强度,刀片应面向泥流方向做成弧形,截面呈流线型。
为使泥流在越过刀架以后二次结合良好,防止出现刀架裂纹,应使大刀片的末端到机口的出口平面有一个合理的长度,即“愈合长度”。此长度应随机口的挤出泥量的增多而加长,对于小孔,多孔的砖坯可稍短,对少孔、大孔特别是薄壁的砖坯、塑性指数差的砖坯宜稍长。一般来说应不少于230mm。生产中,常以机口装好后,大刀片碰不着螺旋绞刀的头就行了,如图2。
芯具对坯料的割裂程度及重新组合的优劣,主要取决于芯架主、副刀片的形状及位置。在此,应避免过于单一和太长的直线结构,以防泥料在其两侧出现长而深的开裂。长度不同的芯杆能给泥料提供长度不同的愈合时间,而较长的时间则更好。
泥料在脱离刀片后所形成的大部份过渡表面,是其重新结合时的粘结面,这些粘结面应较为粗糙,以利于粘结时增加相互的接触面积并互相“咬住”,防止刀架裂纹。因此,各刀片的表面不可“十分光滑”,而应适度“拉毛”。
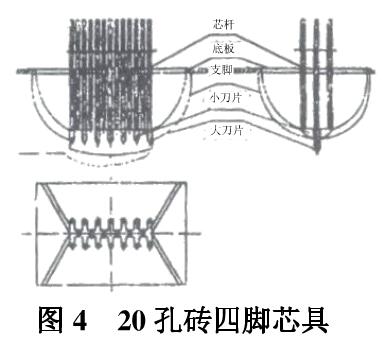
为增加大刀片的稳定性和使大刀片不致于横断整个泥条,适当缩短大刀片,以减轻刀架裂纹,可以改由支撑在机口后面的4个撑脚来共同固定已减短了的大刀片,如图4。这样,砖坯的两个顶端部份完全躲过了大刀片的切割有效地防止了砖坯条顶面的贯通裂纹稳定性也更好。世界砖瓦网
在生产4孔空心砖时,也有用并列的两个大刀片取代组合的大、小刀片的。
对于不在砖坯横向中线上的孔洞以及多孔砖,还应根据孔的位置分别在大刀片上焊装一个或多个小刀片、副刀片,以便安设芯杆。如图3中的20孔的芯具。
芯杆应准确地焊装在刀片应有的位置上。所有芯杆、刀片、撑脚均应焊牢、端正、尺寸准确、焊逢光洁、制作精细。
同时,刀片应均匀对称分布,使泥流均匀、畅通,防止人为地造成泥流快慢不匀。为保证坯体强度,所有刀片最厚处的断面积(刀背面积)的总和,应不超过砖坯孔洞的总面积。
3.3.2芯杆
芯杆应由强度较大钢材如弹簧钢来制作,装芯头的一端有较长的一段螺纹,以便用螺帽来调整和固定芯头在机口中应有的轴向位置,并能经受住泥料挤出时的强大压力而不会移位,以免造成孔洞错位、孔壁厚薄不匀,影响、砖坯质量。大的芯头可以用中16mm或更粗的芯杆,多孔砖的小芯头可以采用尖细根粗的变径芯杆,在套装小芯头的同时又有足够的强度。在往刀架上焊装芯杆时,最好先作一套工装样板,以确保其相对位置。
3.3.3芯头
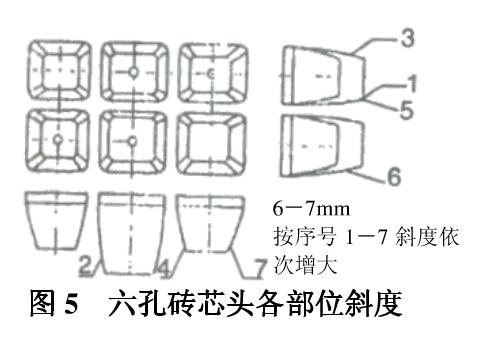
芯头整体为锥形,其大头的尺寸和形状应与孔型一致,并加大0.5~lmm,以抵消泥条在脱离芯头时的孔壁回弹收缩。大头的一端应有6~lOmm的一段没有锥度,以免因泥条离开出口后的惯性向外膨胀,造成孔壁开裂,如图5。
由于芯头同时负有调节泥流速度的功能,不等长、不等锥的芯头阻力也不一样,可用以调整断面泥流速度的平衡。如:芯头越长阻力越大,泥流通过时的阻力也越大;芯头的锥度越大,相邻一对芯头之间的出泥通道越宽畅,泥流通过时的速度也越快。实践证明:大孔砖芯头锥度的大小对出泥量的影响比长度更大;而小孔砖的芯头长度则成了影响泥流速度的主要矛盾。
由于挤泥机本身就有中间泥流速度较快的特点,为此,一组多孔砖的芯头长度总是由砖坯截面的中心向四周递减,芯头的锥度则可以由中间向四周递增,一般中部芯头长70~100mm。世界砖瓦网
,逐步向四周递减到40~50mm,芯头的锥度则由中间的2.5%逐步向四周递增到25%。对于大孔的空心砖,可以把芯头做成两侧不等的斜度使对着砖坯中心一面的斜度小于另一面,以缩减中部的泥流通道,迫使更多的泥流涌向四周,以平衡中间较快的泥流。典型的六孔空心砖芯头各侧面的相对斜度的变化见图5。
在生产多孔砖坯时,现场应备有比标准尺寸长或短10mm左右的备用芯头,以便随时更换以调整断面上泥流的挤出速度,还可以准备一些废螺帽,在调节泥流平衡时套在芯头后面的芯杆上,以增加该处对泥流的阻力。
芯头在试生产时可以用外包铁皮的木材制作,一旦定型,即可以用铸钢、钢、陶瓷、玻璃等制作,中心穿孔,以便套在芯杆上。表面应强化,以延长其使用寿命,芯头应表面光洁、孔眼端正、尺寸准确,边棱倒圆,以免制品孔的四角应力集中,产生裂纹。其在芯架上的相对位置应与成品相符,对称均匀。初安装时,大头的平面应齐平,并缩进机口约lmm,生产中再根据挤出情况,进行调整。


